M
Momoton
- Registriert
- 20.08.2022
- Beiträge
- 5
- Ort
- AT-Wien
Hallo,
mein erster Beitrag hier, ich hoffe mir kann jemand mit Empfehlungen und Tips weiterhelfen.
Die Kurzfassung meiner Frage:
Wie bekomme ich am schnellsten und einfachsten rund 300 Löcher in eine Plattte, bestehend aus 0.5mm Messing, 3mm Schichtstoff, 0.5mm Alu, im besten Fall ohne vorbohren zu müssen?
zur Verfügung steht eine Portalfräse und die üblichen Handgeführten Maschinen wie Oberfräse ect.
Die lange Fassung:
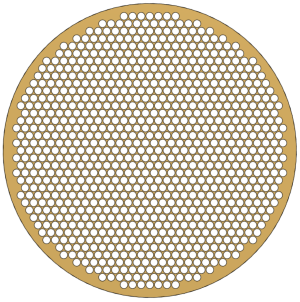
Ich möchte für zwei große Lautsprecher, sowohl für einen 12" Mitteltöner als auch einen 18" Subwoofer passende Gitter aus Messing herstellen.
aktueller Stand ist, dass das Gitter aus 0,5mm Messing auf der vorderseite und 0,5mm Alu als Gegenzug auf der Rückseite hergestellt wird. in der mitte werden 3-4 Lagen 0.9mm Schichtstoff verwendet (vorschläge für alternative schwarze, feste "Platzhalter" sind gerne willkommen, 3mm schwarzes Corian wäre teuer aber sonst perfekt, schwarzes HDF schien gut, löste sich durch die vielen Bohrungen aber doch zu leicht in seine einzelnen Faserschichten auf, außerdem ist für zukünftige Projekte Wetterfestigkeit notwendig)
Es müssen pro Gitter rund 300 Bohrungen gefertigt werden, das Gitter wird durch eine Sandwich Schablone aus MPX gut fixiert.
Die große Frage ist, wie ich nun die vielen 12mm Bohrungen (10mm für die kleineren Gitter) in das Blech bekomme.
Im ersten versuch wurde mit einem gekürzten 12mm Bohrer einfach ohne vorbohren losgelegt. Das hat leider nur Mäßig funktioniert, und der Bohrer musste nach jedem 1/3 durchgang nachgeschliffen werden.
Ein weiterer Versuch wurde mit einem 12mm Kugelkopffräser durchgeführt, ebenfalls ohne vorbohren. Die Löcher sind dabei sehr gut geworden, leider war der Fräser nach nicht mal 2/3 der Bohrungen nicht mehr zu gebrauchen.
Ideen für weitere Versuche wären:
- einen 12mm Schaftfräser(?) zu testen
- mit einem 5-8mm (?) Schaftfräser(?)/ Bohrer(?) vorzubohren und dann mit einem 12mm Kugelkopf-/ Schaftfräser aufzubohren
-direkt mit einem 8mm Schaftfräser einzustechen und das 12mm Loch rund zu fräsen (leider macht die chinesische CNC eher Ovale als Kreise, weswegen diese Option nur wegen der kurzen Bearbeitungszeit (nur ein Werkzeug) bevorzugt werden würde.
Alles was mehr als 2 Werkzeuge benötigt ist aufgrund der langen Bearbeitungszeit eher blöd, lieber würde ich ein bisschen mehr Geld für ein Hochwertiges Werkzeug ausgeben, wenn es zumindest ein paar tausend Löcher schaft
Ich freue mich über Tipps für passende Werkzeuge!
(gerade habe ich bei Würth einen "VHM Multifräser" mit 90° Spitze gefunden, der auch zum Anbohren und Bohren geeignet sein soll. Könnte so etwas passend sein?
Vielen Dank schon mal und Grüße aus Wien,
Moritz
mein erster Beitrag hier, ich hoffe mir kann jemand mit Empfehlungen und Tips weiterhelfen.
Die Kurzfassung meiner Frage:
Wie bekomme ich am schnellsten und einfachsten rund 300 Löcher in eine Plattte, bestehend aus 0.5mm Messing, 3mm Schichtstoff, 0.5mm Alu, im besten Fall ohne vorbohren zu müssen?
zur Verfügung steht eine Portalfräse und die üblichen Handgeführten Maschinen wie Oberfräse ect.
Die lange Fassung:
Ich möchte für zwei große Lautsprecher, sowohl für einen 12" Mitteltöner als auch einen 18" Subwoofer passende Gitter aus Messing herstellen.
aktueller Stand ist, dass das Gitter aus 0,5mm Messing auf der vorderseite und 0,5mm Alu als Gegenzug auf der Rückseite hergestellt wird. in der mitte werden 3-4 Lagen 0.9mm Schichtstoff verwendet (vorschläge für alternative schwarze, feste "Platzhalter" sind gerne willkommen, 3mm schwarzes Corian wäre teuer aber sonst perfekt, schwarzes HDF schien gut, löste sich durch die vielen Bohrungen aber doch zu leicht in seine einzelnen Faserschichten auf, außerdem ist für zukünftige Projekte Wetterfestigkeit notwendig)
Es müssen pro Gitter rund 300 Bohrungen gefertigt werden, das Gitter wird durch eine Sandwich Schablone aus MPX gut fixiert.
Die große Frage ist, wie ich nun die vielen 12mm Bohrungen (10mm für die kleineren Gitter) in das Blech bekomme.
Im ersten versuch wurde mit einem gekürzten 12mm Bohrer einfach ohne vorbohren losgelegt. Das hat leider nur Mäßig funktioniert, und der Bohrer musste nach jedem 1/3 durchgang nachgeschliffen werden.
Ein weiterer Versuch wurde mit einem 12mm Kugelkopffräser durchgeführt, ebenfalls ohne vorbohren. Die Löcher sind dabei sehr gut geworden, leider war der Fräser nach nicht mal 2/3 der Bohrungen nicht mehr zu gebrauchen.
Ideen für weitere Versuche wären:
- einen 12mm Schaftfräser(?) zu testen
- mit einem 5-8mm (?) Schaftfräser(?)/ Bohrer(?) vorzubohren und dann mit einem 12mm Kugelkopf-/ Schaftfräser aufzubohren
-direkt mit einem 8mm Schaftfräser einzustechen und das 12mm Loch rund zu fräsen (leider macht die chinesische CNC eher Ovale als Kreise, weswegen diese Option nur wegen der kurzen Bearbeitungszeit (nur ein Werkzeug) bevorzugt werden würde.
Alles was mehr als 2 Werkzeuge benötigt ist aufgrund der langen Bearbeitungszeit eher blöd, lieber würde ich ein bisschen mehr Geld für ein Hochwertiges Werkzeug ausgeben, wenn es zumindest ein paar tausend Löcher schaft
Ich freue mich über Tipps für passende Werkzeuge!
(gerade habe ich bei Würth einen "VHM Multifräser" mit 90° Spitze gefunden, der auch zum Anbohren und Bohren geeignet sein soll. Könnte so etwas passend sein?
Vielen Dank schon mal und Grüße aus Wien,
Moritz