Auf der Arbeit bohre ich täglich Bleche von 0,5 bis 1,5mm, manchmal auch Dicker. Bis 2mm Bohrer ist alles ganz entspannt und körnen reicht. Ab 3mm schleifen wir die Bohrer um.
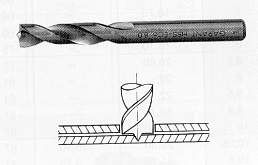
Stell dir einen Schweißpunktbohrer vor.
Nur das wir den so schleifen, dass die Querschneide in der Mitte der höchste Puntkt ist, also alles wie au dem Bild und einem normalen Bohrer. Die Außenschneiden sind der nächst höhere Punkt. 1 bis maximal 2mm Unterschied sollte von Querschneide zu Außenschneide geschliffen werden. Alles zwischen Mitte und Außen kann deutlich tiefer geschliffen werden.
Ich hoffe ihr könnt mir einigermaßen folgen, auch ohne das ich ein Bild gefunden habe.
Wie ihr das schafft? Ganz einfach, Schleifstein mit feiner Scheibe frisch abziehen. Am besten nicht die mit einem Kristall, sondern die metallisch gebundenen diamantsplitter, wie bei Trennscheiben auch. Damit bekommt man das am besten hin. Ich benutze dafür am liebsten die rechte Scheibe und die rechte Kante. Ihr braucht die Umfangsseite und die hier rechte Aussenseite der Schleifscheibe. Ein kleiner Radius statt scharfer Ecke ist gut aber kein muss. Die Bohrerspitze leicht schräg nach Oben und rechts halten und dann rann damit. In der Mitte an den höchsten Punkt denken und die neue Querschneide nicht zu groß machen, je kleiner umso besser.
An der Stirnseite der Schleifauflage den Bohrer mit der Spitze anhalten und senkrecht von Oben nach Unten durchschauen zeigt einem, wie es um die Geometrie und gleichmäßigkeit beider seiten bestellt ist.
Ich tue mich damit erheblich leichter wie beim Anschleifen normaler Bohrer. jeder einfache oder auch schon völlig abgewetzte Alte Bohrer ist quasi gleich gut dafür geeignet. Die Querschneiden werden nicht wirklich benutzt, daher können sie ruhig verschlissen sein die alten Bohrer. Nur könnte sich das Maß dann ein klitze klein wenig ändern, was bei Blech und von Hand angeschliffenen Bohrern wohl absolut egal ist.
Mit dem Bohrer ins sanft gekörnte Blech wie gewohnt bohren. Drehzahl empfehle ich unabhängig vom Material ehre viel zu langsam zu wählen. Für einen 3,5mm Bohrer nicht über 400 upm ist mein Rat. Die Spitzen Aussenschneiden glühen sehr schnell aus. Etwas Bohrtran oder bei Alu Spiritus oder Alu N von Jokisch schadet nie.

 Mir reichts aus, dass der Trick funktioniert
Mir reichts aus, dass der Trick funktioniert