
J
Janik
Moderator
- Registriert
- 02.01.2006
- Beiträge
- 3.896
- Ort
- Mittelhessen
- Ort
- Mittelhessen
- Beruf
- Maschinenbautechniker, gelernter Konstruktionsmechaniker und Schweißer
Hallo zusammen,
heute habe ich mal den Versuch gestartet, meinen Schweißtisch mit verzogener Arbeitsfläche wieder gerade zu bekommen
Beim Bau des Tisches habe ich damals leider ein paar gravierende Fehler gemacht und auf einmal hatte ich einen Schweißtisch mit verzogener Platte
Die Platte war in alle Richtungen verzogen und hatte in der Mitte einen ziemlich heftigen Buckel, was beim Bau von Rahmen doch schon sehr nervig war.
Seit mir nun eine Autogenausrüstung zur Verfügung steht und ich in der Ausbildung mit dem Thema Flammrichten, achtung Wortwitz, warm geworden bin, habe ich mich heute mal am Tisch versucht.
Die Arbeitsschritte habe ich in ein paar Bildern festgehalten.
Eigentlich wollte ich noch ein kleines Video machen aber der Akku der GoPro Kamera war leider leer.
Ausgangszustand, über die Diagonalen stört der Buckel in der Mitte schon gewaltig

Zuerst habe ich mit dem langen Schenkel eines großen Flachwinkels die höchsten Punkte auf der Platte gesucht und mit Kreide markiert

Schweißeinsatz 14-20mm auf den Brenner und Feuer frei, als Brenngas verwende ich Propan

Als die Platte schon ordentlich Temperatur hatte, war es eine schweißtreibende Angelegenheit
Nach dem Wärmen, zwischendurch habe ich immer wieder kontrolliert. Ein paar Wärmezonen sind während des Richtens noch dazu gekommen, nicht alle im Vorraus markierten Stellen waren nötig
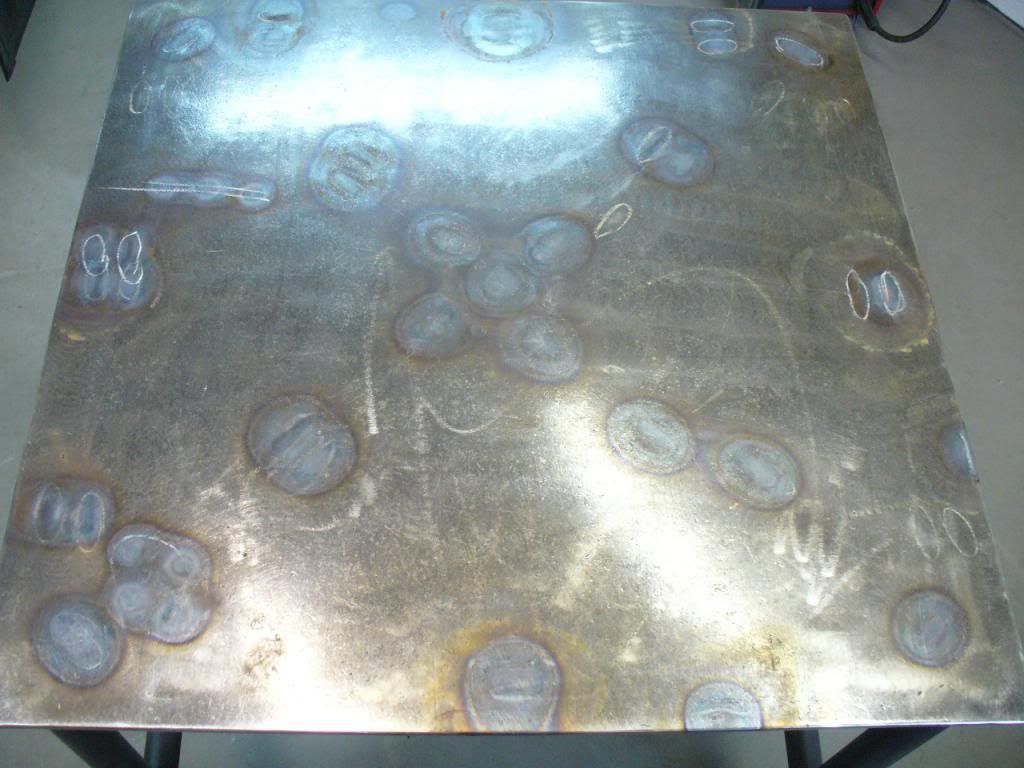
Nach dem Abkühlen mussten nun noch die kleinen Hubbel abgeschliffen werden, die durch die Stauchung des Metalls entstehen.
Dafür eignet sich eine aggresive, nicht gekröpfte Fächerscheibe...

...die man dank kleiner Optimierungen am Winkelschleifer schön flächig aufgesetzt verwenden kann

Fertig geschliffen

100% gerade und eben ist die Platte jetzt auch nicht. An manchen Stellen war die Wirkung der Wärmezonen etwas zu stark und der Verzug geht leicht in´s Negative. Das ist aber um Welten besser als Buckel auf der Platte.
Und an den Rändern, wo man das Material beim Rahmenbau häufig auflegt und festspannt, habe ich die Platte auch relativ eben hinbekommen

Jetzt warte ich mal ab, wie es sich jetzt auf der Platte arbeiten lässt. Ich gehe davon aus, dass es so schon eine große Verbesserung darstellt.
Sollte der leicht negative Verzug nach unten doch stören, kann man von der Gegenseite noch mal etwas Wärmen.
Vielleicht ist das Thema für den Ein oder Anderen ganz interessant und weckt das Interesse für dieses Verfahren.
Ich finde es jedenfalls immer wieder faszinierend, wie man mit einem Kirsch großen Wärmepunkt solch große Kräfte erzeugen kann
heute habe ich mal den Versuch gestartet, meinen Schweißtisch mit verzogener Arbeitsfläche wieder gerade zu bekommen
Beim Bau des Tisches habe ich damals leider ein paar gravierende Fehler gemacht und auf einmal hatte ich einen Schweißtisch mit verzogener Platte
Die Platte war in alle Richtungen verzogen und hatte in der Mitte einen ziemlich heftigen Buckel, was beim Bau von Rahmen doch schon sehr nervig war.
Seit mir nun eine Autogenausrüstung zur Verfügung steht und ich in der Ausbildung mit dem Thema Flammrichten, achtung Wortwitz, warm geworden bin, habe ich mich heute mal am Tisch versucht.
Die Arbeitsschritte habe ich in ein paar Bildern festgehalten.
Eigentlich wollte ich noch ein kleines Video machen aber der Akku der GoPro Kamera war leider leer.
Ausgangszustand, über die Diagonalen stört der Buckel in der Mitte schon gewaltig
Zuerst habe ich mit dem langen Schenkel eines großen Flachwinkels die höchsten Punkte auf der Platte gesucht und mit Kreide markiert
Schweißeinsatz 14-20mm auf den Brenner und Feuer frei, als Brenngas verwende ich Propan
Als die Platte schon ordentlich Temperatur hatte, war es eine schweißtreibende Angelegenheit
Nach dem Wärmen, zwischendurch habe ich immer wieder kontrolliert. Ein paar Wärmezonen sind während des Richtens noch dazu gekommen, nicht alle im Vorraus markierten Stellen waren nötig
Nach dem Abkühlen mussten nun noch die kleinen Hubbel abgeschliffen werden, die durch die Stauchung des Metalls entstehen.
Dafür eignet sich eine aggresive, nicht gekröpfte Fächerscheibe...
...die man dank kleiner Optimierungen
Fertig geschliffen
100% gerade und eben ist die Platte jetzt auch nicht. An manchen Stellen war die Wirkung der Wärmezonen etwas zu stark und der Verzug geht leicht in´s Negative. Das ist aber um Welten besser als Buckel auf der Platte.
Und an den Rändern, wo man das Material beim Rahmenbau häufig auflegt und festspannt, habe ich die Platte auch relativ eben hinbekommen
Jetzt warte ich mal ab, wie es sich jetzt auf der Platte arbeiten lässt. Ich gehe davon aus, dass es so schon eine große Verbesserung darstellt.
Sollte der leicht negative Verzug nach unten doch stören, kann man von der Gegenseite noch mal etwas Wärmen.
Vielleicht ist das Thema für den Ein oder Anderen ganz interessant und weckt das Interesse für dieses Verfahren.
Ich finde es jedenfalls immer wieder faszinierend, wie man mit einem Kirsch großen Wärmepunkt solch große Kräfte erzeugen kann


 Thread. Richten ist für mich immer höhere Kunst. Manuelles Flammrichten besonders.
Thread. Richten ist für mich immer höhere Kunst. Manuelles Flammrichten besonders.
